

 English
English Deutsch
Deutsch عربى
عربى-
 TK-500Ver más TK-500 Scooter Recreativo Eléctrico Todoterreno de Alta Potencia y Gran Capacidad de 4 Ruedas Descripción del Producto: El scooter eléctrico de todo terreno es una herramienta de viaje diseñ...
TK-500Ver más TK-500 Scooter Recreativo Eléctrico Todoterreno de Alta Potencia y Gran Capacidad de 4 Ruedas Descripción del Producto: El scooter eléctrico de todo terreno es una herramienta de viaje diseñ... -
 YL-9001Ver más YL-9001 Opcional: soporte paraguas, soporte de copa, reposapiés ortopédico, tablero de mesa de comedor, b...
YL-9001Ver más YL-9001 Opcional: soporte paraguas, soporte de copa, reposapiés ortopédico, tablero de mesa de comedor, b... -
 YL-9005Ver más Silla de ruedas eléctrica de control remoto de plegamiento automático YL-9005 Descripción del Producto: Esta silla de ruedas eléctrica automática plegable utili...
YL-9005Ver más Silla de ruedas eléctrica de control remoto de plegamiento automático YL-9005 Descripción del Producto: Esta silla de ruedas eléctrica automática plegable utili... -
 YL-6011Ver más YL-6011 Silla de ruedas inteligente de viaje portátil Descripción del Producto: Esta silla de ruedas eléctrica de viaje/portátil es extr...
YL-6011Ver más YL-6011 Silla de ruedas inteligente de viaje portátil Descripción del Producto: Esta silla de ruedas eléctrica de viaje/portátil es extr... -
 YL-60217Ver más YL-60217 Silla de Ruedas Cómoda con Operación Inteligente y Plegado Manual Descripción del Producto: Este cómodo marco de silla de ruedas eléctrico está hecho de acero sól...
YL-60217Ver más YL-60217 Silla de Ruedas Cómoda con Operación Inteligente y Plegado Manual Descripción del Producto: Este cómodo marco de silla de ruedas eléctrico está hecho de acero sól... -
 Hes- r306Ver más HES-R306 Andador Ligero – Plegable, Ruedas de TPR, Ajustable, Capacidad de Carga de 150 kg Descripción del Producto: Ajuste de altura de 7 niveles: Personalice la altura del manillar para...
Hes- r306Ver más HES-R306 Andador Ligero – Plegable, Ruedas de TPR, Ajustable, Capacidad de Carga de 150 kg Descripción del Producto: Ajuste de altura de 7 niveles: Personalice la altura del manillar para... -
 HES-R321Ver más HES-R321 Andador Premium de Fibra de Carbono Descripción del Producto: Sistema de ajuste de altura de 7 niveles: posiciones de manillar perso...
HES-R321Ver más HES-R321 Andador Premium de Fibra de Carbono Descripción del Producto: Sistema de ajuste de altura de 7 niveles: posiciones de manillar perso... -
 Hes- r318Ver más HES-R318 Andador Cómodo para Personas Mayores Descripción del Producto: Sistema de ajuste de altura de 7 niveles: posiciones de manillar perso...
Hes- r318Ver más HES-R318 Andador Cómodo para Personas Mayores Descripción del Producto: Sistema de ajuste de altura de 7 niveles: posiciones de manillar perso... -
 HES-L607Ver más HES-L607 Elevador de Pacientes de Aleación de Aluminio 1. Cuerpo principal fabricado con tubos de aleación de aluminio de alta resistencia: Diseño estético...
HES-L607Ver más HES-L607 Elevador de Pacientes de Aleación de Aluminio 1. Cuerpo principal fabricado con tubos de aleación de aluminio de alta resistencia: Diseño estético... -
 HES-L609Ver más HES-L609 Elevador de Pacientes de Aluminio de Perfil Ultra Bajo
HES-L609Ver más HES-L609 Elevador de Pacientes de Aluminio de Perfil Ultra Bajo -
 HES-L613Ver más HES-L613 Elevador Hidráulico de Pacientes en Acero Inoxidable
HES-L613Ver más HES-L613 Elevador Hidráulico de Pacientes en Acero Inoxidable -
 HES-L615Ver más HES-L615 Elevador Eléctrico de Pacientes en Acero Inoxidable
HES-L615Ver más HES-L615 Elevador Eléctrico de Pacientes en Acero Inoxidable
Costumbre Scooters asequibles y confiables Fabricantes
Sobre nosotros
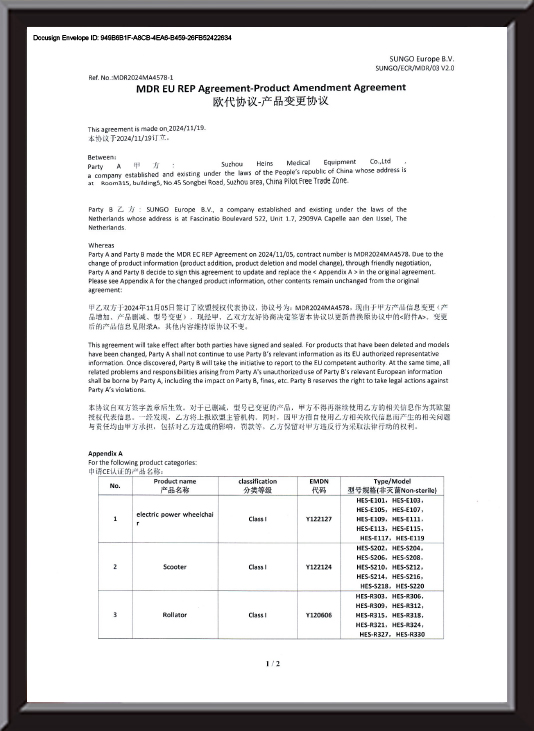
Suzhou Heins Medical Equipment Co., Ltd.
Suzhou Heins Medical Equipment Co., Ltd. es un profesional Costumbre china
Scooter confiable Fabricantes y
Proveedores de scooters asequibles . Fundada en 2015, nuestra fábrica se encuentra en Yongkang, Zhejiang. En 2016, ampliamos nuestra oficina de ventas global en Suzhou, Jiangsu, con el nombre de Suzhou Heins Medical Equipment Co., Ltd. Durante años, nos hemos dedicado a la I+D, la producción y la venta de equipos de alta calidad.
Silla de ruedas del almacén de la fábrica. Nuestra gama de productos incluye scooters todoterreno, scooters plegables ligeros, sillas de ruedas multifuncionales y más. Nuestro objetivo es mejorar la independencia y la movilidad de las personas mayores y con movilidad reducida, ofreciendo soluciones innovadoras, fiables y seguras para quienes necesitan asistencia en sus desplazamientos diarios.
lo largo de los años, hemos desarrollado una extensa red de socios, lo que ha permitido que nuestros productos se introduzcan con éxito en mercados como EE. UU., Europa, Arabia Saudí, Japón, Rusia, Sudamérica y otros. Nuestra dedicación a la calidad y la innovación nos ha permitido establecer colaboraciones duraderas y estables con distribuidores y usuarios finales de todo el mundo. Nos comprometemos a explorar continuamente nuevas tecnologías y materiales para reducir los costes de producción, manteniendo los más altos estándares de calidad. Nuestro objetivo es que los scooters de movilidad sean asequibles y accesibles para las personas mayores de todo el mundo, garantizando que puedan elegir el scooter que prefieran y disfrutar de una vida más libre y cómoda.
Certificado de honor


Noticias
-
Definición de distancia al suelo para scooters de movilidad eléctricos adoterreno La distancia al suelo es una medida crítica para cualquier scooter de movilidad eléctrica todoterreno, ya ...
Leer más -
Si viaja diariamente en transporte público, vive en un apartamento sin acceso a ascensor o simplemente necesita subir las escaleras con su vehículo, el peso lo es todo. El desafío es encontrar u...
Leer más -
La 93ª Feria Internacional de Equipos Médicos de China (CMEF) se celebrará en el Centro Nacional de Exposiciones y Convenciones (Shanghai) del 9 al 12 de abril de 2026 . Heins Medical presen...
Leer más -
Suzhou, China: el 23 de marzo de 2026, el Sr. James, un cliente profesional de Australia, realizó su segunda visita a nuestra empresa para seleccionar productos. Impulsado por su plena confianza...
Leer más -
Lo que realmente importa en un scooter de movilidad plegable Al elegir un scooter de movilidad plegable , los factores más críticos son capacidad de peso, dimensiones pleg...
Leer más -
La forma correcta de caminar con un andador Caminar correctamente con un andador significa manteniendo el cuerpo erguido, los codos ligeramente doblados entre 20 y 30 grados y el and...
Leer más -
Usando un silla de ruedas eléctrica plegable Es sencillo una vez que comprende sus componentes y controles principales. Los pasos clave son: cargar la batería completamente a...
Leer más -
Scooters de movilidad todoterreno: la respuesta corta Si necesita un scooter de movilidad que se adapte a pasto, grava, caminos de tierra o terreno irregular, un scooter de movi...
Leer más -
Resumen ejecutivo En el ámbito del manejo de pacientes y el apoyo a la movilidad, la selección de materiales es una decisión de ingeniería central que afecta el rendimiento, la durabilidad, el c...
Leer más -
Antecedentes de la industria e importancia de la aplicación Necesidades de movilidad global y escenarios de viaje Las soluciones de movilidad desempeñan un papel esencial a la hora de mejorar...
Leer más -
Antecedentes de la industria e importancia de la aplicación El envejecimiento de la población mundial y la creciente demanda de soluciones de movilidad sanitaria accesibles han hecho que Sco...
Leer más -
Antecedentes de la industria e importancia de la aplicación el silla de ruedas eléctrica plegable se ha convertido en una plataforma de movilidad fundamental en los mercados sanitario, in...
Leer más
Productos Conocimiento de la industria
¿Qué procesos clave pueden mejorar la vida útil de los scooters para sillas de ruedas en los almacenes de las fábricas?
Tecnología central de procesamiento de materiales: sentando las bases para la durabilidad
La vida útil de sillas de ruedas del almacén de la fábrica está directamente relacionado con las propiedades del material. La optimización de todo el proceso, desde el cribado de la materia prima hasta el pretratamiento, es el núcleo para mejorar la resistencia al desgaste y a la corrosión de los productos.
1. Tratamiento de aleación de materiales metálicos de alta resistencia.
Selección de materiales y relación de aleación: utilice una aleación de aluminio de calidad aeronáutica (como 6061-T6) o acero inoxidable de alta resistencia (304/316) como cuerpo principal del marco y agregue elementos de aleación como magnesio y silicio para mejorar la resistencia y dureza del material. Por ejemplo, Suzhou Heins Medical Equipment Co., Ltd. selecciona estrictamente perfiles de aleación de aluminio con un límite elástico de ≥270 MPa en la producción del bastidor de scooters todoterreno asequibles para garantizar que el bastidor no se deforme fácilmente en condiciones complejas de la carretera.
Tratamiento de envejecimiento del material: el envejecimiento artificial (175 ℃ × 8 horas) de los componentes de aleación de aluminio se realiza para mejorar la dureza del material precipitando las fases de refuerzo, lo que reduce el riesgo de grietas por fatiga en el uso a largo plazo. Este proceso puede aumentar la dureza del material en más de un 30% y es adecuado para piezas que soportan carga (como soportes de ruedas y marcos de asientos).
2. Proceso de modificación de piezas de plástico de ingeniería.
Refuerzo de material polimérico: para piezas de plástico como reposabrazos y reposapiés, se utiliza fibra de vidrio (GF) o fibra de carbono (CF) para reforzar los materiales de polipropileno (PP), y se logra una mezcla uniforme a través de una extrusora de doble tornillo, que aumenta la resistencia al impacto de las piezas en un 50 % y extiende la resistencia al envejecimiento en 2-3 años.
Mejora de la resistencia a la intemperie: agregue absorbentes ultravioleta (como benzotriazoles) y antioxidantes (fenoles impedidos), controle la temperatura de fusión (220-240 ℃) durante el proceso de moldeo por inyección, evite la degradación térmica del material y asegúrese de que las piezas de plástico no muestren grietas obvias dentro de 5 años cuando se usen al aire libre.
Tecnología de procesamiento de piezas estructurales clave: mejora de la estabilidad de las propiedades mecánicas
1. Optimización del proceso de soldadura de precisión.
Aplicación de la soldadura por arco de argón (TIG) y la soldadura láser: la soldadura por arco de argón pulsado se utiliza para la soldadura de marcos. Al controlar con precisión la corriente de soldadura (80-120 A) y la frecuencia del pulso (20-50 Hz), se reduce el ancho de la zona afectada por el calor (≤1 mm) para evitar la disminución de la resistencia del material base. Por ejemplo, Suzhou Heins Medical Equipment Co., Ltd. utiliza soldadura láser en las uniones plegables de sillas de ruedas multifuncionales en almacenes de fábrica. La resistencia de la soldadura puede alcanzar más del 90% del material original, lo que garantiza que la estructura plegable no se agrietará después de 100.000 ciclos.
Alivio de tensión posterior a la soldadura: se realiza un recocido de alivio de tensión (200-250 ℃ × 2 horas) en las piezas soldadas, y la tensión residual se reduce mediante el enfriamiento del horno para reducir el riesgo de fractura causada por la concentración de tensión durante el uso a largo plazo.
2. Mecanizado de precisión y montaje de piezas.
Control de precisión del mecanizado CNC: los tornos CNC se utilizan para procesar piezas clave, como los orificios del eje de las ruedas y las posiciones de instalación de los rodamientos, con tolerancias dimensionales controladas dentro de ±0,05 mm y rugosidad de la superficie Ra≤1,6μm, lo que garantiza una holgura razonable de los rodamientos y reduce el ruido y el desgaste de funcionamiento.
Optimización del proceso de ajuste de interferencia: el eje del asiento y otras piezas se ajustan térmicamente (calentando el manguito a 80 ℃) para lograr un ensamblaje de interferencia, y la interferencia se controla a 0,03-0,05 mm para evitar aflojamientos y ruidos anormales durante el uso a largo plazo.
Proceso de protección de superficies: resistencia mejorada a la corrosión ambiental
1. Aplicación del sistema de recubrimiento multicapa.
Proceso de pretratamiento: las piezas metálicas de los scooters asequibles se tratan previamente mediante el método de tres pasos de "desengrasado-fosfatado-pasivado" y el espesor de la película de fosfatación se controla a 2-3 μm para mejorar la adhesión del recubrimiento. Por ejemplo, el marco del scooter liviano, plegable y confiable está fosfatado con una aleación de zinc y níquel y no se oxida en la prueba de niebla salina (ASTM B117) durante 500 horas.
Combinación de recubrimiento electroforético y pulverización de polvo: se utiliza electroforesis catódica para la capa inferior (espesor de película de 15 a 20 μm) y se rocía un recubrimiento en polvo resistente a la intemperie (espesor de 60 a 80 μm) sobre la superficie para formar un recubrimiento compuesto. Este proceso puede hacer que la dureza del recubrimiento alcance más de 2H y la resistencia al rayado mejora en un 40%, lo cual es adecuado para modelos todoterreno para exteriores.
2. Innovación del proceso de protección especial
Tratamiento Dacromet: el proceso de recubrimiento de zinc-cromo se utiliza para piezas estándar como tornillos y tuercas, con un espesor de recubrimiento de 3-5 μm y sin óxido blanco en la prueba de niebla salina durante 1000 horas, lo que resuelve el problema de fragilización por hidrógeno de las piezas galvanizadas tradicionales y es adecuado para ambientes húmedos (como el almacenamiento en almacenes).
Recubrimiento nanocerámico: se rocía un recubrimiento cerámico de nanoóxido de circonio (espesor 50-100 nm) sobre la superficie del cubo de la rueda y se logra una formación de película uniforme mediante el método sol-gel. La dureza de la superficie puede alcanzar 9H, lo que reduce los rayones en el buje causados por el impacto de la grava.
Actualización de procesos de componentes funcionales clave: mejorar la confiabilidad del sistema
1. Fabricación de precisión del sistema de accionamiento.
Proceso de rectificado de engranajes de la caja de engranajes del motor: La caja de engranajes planetaria se procesa mediante una máquina rectificadora de engranajes CNC, la rugosidad de la superficie del diente Ra≤0.8μm, el espacio de engrane se controla a 0.02-0.04mm, lo que reduce el ruido de funcionamiento (≤65dB) y el desgaste, asegurando una vida útil del motor ≥1000 horas (funcionamiento continuo).
Tratamiento de aislamiento del devanado del motor: Se adopta el proceso de impregnación al vacío (VPI), se utiliza resina epoxi sin disolventes para la impregnación, el grado de aislamiento alcanza el grado F (resistencia a la temperatura 155 ℃), evitando cortocircuitos del devanado en funcionamiento a largo plazo.
2. Proceso de sellado del sistema de frenos.
Tratamiento de sellado de los componentes del freno hidráulico: El cilindro de freno adopta un anillo de sellado de caucho de nitrilo (NBR), con un revestimiento de cromo duro (grosor de 8-10 μm) en la superficie, lo que garantiza que el sistema hidráulico esté libre de fugas en un ambiente de -20 ℃ a 60 ℃ y que el tiempo de respuesta de frenado sea ≤0,3 segundos.
Tratamiento resistente al desgaste de frenos electromagnéticos: las pastillas de freno utilizan materiales de fricción a base de semimetal, con grafito y partículas cerámicas añadidas, el coeficiente de fricción es estable entre 0,35 y 0,40 y la tasa de desgaste es ≤0,1 mm/1000 tiempos de frenado, lo que es adecuado para escenarios de arranque y parada frecuentes.
Proceso de montaje y prueba: garantizar que la calidad de todo el proceso sea controlable
1. Montaje automatizado y control de par.
Aplicación del sistema de apriete inteligente: los pernos clave (como la conexión del marco, la fijación del motor) utilizan pistolas de apriete eléctricas, la precisión del torque se controla a ± 3% y los datos se registran escaneando el código para lograr la trazabilidad del proceso de ensamblaje. Por ejemplo, se introduce un sistema de prevención de errores de apriete en la línea de producción para garantizar que el par de apriete de cada tornillo cumpla con los requisitos de diseño (como el par de apriete del perno M8 de 12 a 15 N・m).
Proceso de lubricación de las juntas: las juntas plegables, los cojinetes de las ruedas y otras piezas utilizan máquinas automáticas de inyección de grasa para agregar grasa a base de silicona (punto de goteo ≥200 ℃), y la cantidad de inyección de grasa se controla a 0,5-1 g/punto para reducir la pérdida por fricción y prolongar la vida útil de las piezas móviles.
2. Pruebas de confiabilidad de todo el proyecto
Prueba de condiciones de trabajo simuladas: el scooter confiable terminado debe pasar una prueba de funcionamiento continuo de 6 horas (amplitud de 50 mm, frecuencia de 2 Hz), 1000 pruebas de ciclo de plegado y una prueba de ascenso en pendiente de 30° para garantizar que las piezas estructurales no estén sueltas ni agrietadas.
Prueba de vida útil y seguridad eléctrica: el sistema de batería se somete a 500 ciclos de carga y descarga (tasa de retención de capacidad ≥80%), y el controlador funciona continuamente durante 48 horas sin fallas en un ambiente de -10 ℃ a 40 ℃, de conformidad con la norma de seguridad de equipos médicos IEC 60601.
Proceso de almacenamiento y mantenimiento del almacén: extienda la vida útil durante el período de inactividad
1. Control del entorno del almacén
Gestión de temperatura y humedad: El almacén mantiene una temperatura de 15-25 ℃ y una humedad de ≤60% RH. El seguimiento en tiempo real se realiza a través de deshumidificadores y sistemas de aire acondicionado para evitar que las piezas metálicas se humedezcan y se oxiden. Suzhou Heins Medical Equipment Co., Ltd. utiliza almacenamiento de temperatura y humedad constantes en almacenes en el extranjero (como en la región europea) para mantener la tasa de oxidación de los productos del inventario en menos del 0,5 % en medio año.
Embalaje a prueba de polvo y antioxidante: todo el confiable scooter está envuelto con una película de PE a prueba de humedad y las piezas metálicas clave (como los ejes) están recubiertas con aceite antioxidante (NLGI nivel 2) y colocadas en bolsas antioxidantes en fase de vapor (VCI), que tienen una validez de hasta 12 meses.
2. Proceso de mantenimiento regular
Activación y mantenimiento de la batería: el almacenamiento a largo plazo de scooters de movilidad requiere una carga y descarga superficial cada 3 meses (carga al 80%, descarga al 50%) para evitar el almacenamiento a largo plazo de baterías de litio con carga completa, lo que resulta en una atenuación de la capacidad. El departamento de posventa de Suzhou Heins Medical Equipment Co., Ltd. utiliza gabinetes de carga inteligentes para lograr el mantenimiento de lotes.
Reinspección de lubricación de piezas mecánicas: Lubricación secundaria del sistema de frenos y juntas plegables de scooters asequibles en inventario para reponer la grasa perdida debido a la volatilización y garantizar que el rendimiento de los productos enviados sea como nuevo.
-
La información proporcionada en este sitio web está destinada únicamente para su uso en países y jurisdicciones fuera de la República Popular China.
-
Dirección de oficina
Sala 315, Edificio 5, No. 45, Calle Songbei, Área de Suzhou, Zona Piloto de Libre Comercio de China
-
Dirección de fábrica
No. 2, Calle Shanyan, Pueblo de Huzhen, Condado de Jinyun, Lishui, Provincia de Zhejiang, China
-
Teléfono móvil
+86 137 7606 7076
-
Correo electrónico
taylor.liu@heinsmed.com
Campo de golf
Manténgase conectado
Si no puede encontrar la respuesta que está buscando, chatee con nuestro amable equipo.
móvil
Derecho de Autor © Suzhou Heins Medical Equipment Co., Ltd. Todos los Derechos Reservados.
Costumbre
Proveedores de sillas de ruedas de fábrica y almacén
